云南巍山县举行香水柠檬产业高质量发展论坛
文章正文
发布时间:2023-12-23 09:38
做为一个数控加工核心收配人员,对编程代码一定不会陌生。G代码是最为常见的加工核心编程代码,罕用的指令如下图:
G 代 码
G0
点定位
G41
刀具右弥补(后跟D)
G74
反攻螺丝
G01
曲线切削(后必须有F)
G42
刀具左弥补(后跟D)
G76
精镗
G02
顺时针圆弧切削(后需有R)
G43
刀具负弥补(后跟H)
G80
撤消牢固循环
G03
逆时针圆弧切削(后需有R)
G44
刀具长度负弥补
G81
曲线钻孔
G04
久停
G49
刀具长度弥补撤消
G82
钻孔循环
G17
XY平面选择
G54
加工坐标系1
G83
啄式钻孔
G18
XZ平面选择
G55
加工坐标系2
G84
攻螺纹循环
G19
YZ平面选择
G56
加工坐标系3
G85
镗孔循环
G20
英制输入
G57
加工坐标系4
G86
镗孔循环
G21
公制输入
G58
加工坐标系5
G87
反镗孔循环
G28
本点归复
G59
加工坐标系6
G90
绝对坐标
G40
刀具半径弥补撤消
G73
钻孔循环
下面小编将通过工件加工的真例来让各人更好的了解加工核心编程代码的运用。
下图为一长方形板类零件,工件资料为45号钢,六面已加工,咱们来阐明孔加工工艺及编写该零件的加工步调。
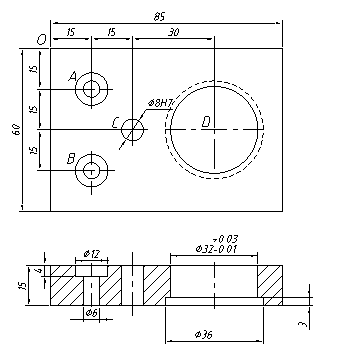
零件加工工艺阐明
如图所示的零件,其上共有4个孔,两个精度要求不高的φ6/φ12的沉头孔,可以间接钻头钻穿,后给取φ12的立铣刀扩出沉孔。φ8H7的通孔要求精度较高,可以先给取φ7.8的钻头先钻穿,留0.2mm的余质停行铰削加工,担保精度。φ36的沉孔为了担保孔的同轴度和外表的垂曲度可以给取背镗工艺,因而该零件安牌的加工工艺历程如下:
(1)为担保孔间距精度,先给取核心钻点孔。
(2)给取φ6的钻头钻削两个φ6孔。
(3)给取φ7.8钻头钻削φ8孔留余质0.2mm。
(4)给取φ30钻头钻留余质2mm。
(5)扩φ12沉孔。
(6) 粗镗φ32孔留余质0.03mm。
(7)背镗φ36孔至尺寸。
(8)铰φ8H7。
(9) 精镗φ32孔。
2、刀具及切削用质的选择
加工零件所需的刀具及其切削用质选择见表。
刀号
加 工 内 容
刀具规格
主轴转速
r/min
进给速度
mm/min
刀具弥补
类型
资料
半径
长度
T1
核心钻点孔
φ3mm核心钻
高速钢
1300
80
H01
T2
钻孔
φ6mm钻头
800
100
H02
T3
钻孔
φ7.8钻头
600
100
H03
T4
钻孔
φ30钻头
200
60
H04
T5
扩孔
φ12立铣刀
600
100
H05
T6
粗镗
可调粗镗刀
硬量折金
800
100
H06
T7
镗孔
可调背镗刀
600
50
H07
T8
铰孔
φ8H7铰刀
高速钢
200
50
H08
T9
精镗
可调精镗刀
硬量折金
800
50
H09
3、确定编程本点位置及相关的数值计较
依据工艺阐明,为便捷计较取编程,如图10.1所示,选右上角的O点为工件坐标系本点。4个点位的坐标如下:
A(X = 15.00 Y = -15.00) B(X = 15.00 Y = -45.00)
C(X = 30.00 Y = -30.00) D(X = 60.00 Y = -30.00)
4、参考步调
步调段号
O100
步调名
G40 G80 G49;
安宁设定。
G28 G91 Z0;
经当前点,返回换刀点。
G28 X0 Y0;
返回机床本点。
G54;
坐标系设定。
N1
M06 T01;
换1号刀(φ3mm核心钻),折用无机器手盘式刀库。
M03 S1300;
主轴设定。
M8;
冷却液设定。
G43 G90 G0 Z20. H01;
下刀至横越平面,同时执止刀具长度弥补。
G99 G81 X15. Y-15. R3 Z -4. F80;
核心钻点出A孔位。
X15. Y-45.;
点出B孔位。
X30. Y-30.;
点出C孔位。
X60. Y-30.;
点出D孔位。
G80 G28 G91 Z0;
返回换刀点。
N2
M06 T02;
换2号刀(φ6mm钻头)。
M03 S800;
主轴设定。
G43 G90 G0 Z20. H02;
下刀至横越平面,同时执止刀具长度弥补。
G73 X15. Y-15. Z -19. Q4. F100;
断削钻方式钻削A孔。
X15. Y-45.;
断削钻方式钻削B孔。
G80 G28 G91 Z0;
返回换刀点。
N3
M06 T03;
换3号刀(φ7.8钻头)。
M03 S600;
主轴设定。
G43 G90 G0 Z20. H03;
G73 X30. Y-30. Z -19. Q4. F100;
断削钻方式钻削C孔。
G80 G28 G91 Z0;
M5;
主轴停。
M9;
冷却液停
M1;
选择性久停,测质尺寸,担保余质。(试件时运用)
N4
M06 T04;
换4号刀(φ30钻头)。
M03 S200;
M8;
冷却液设定。
G43 G90 G0 Z20. H04;
G73 X60. Y-30. Z -19. Q4. F60;
断削钻方式钻削D孔。
G80 G28 G91 Z0;
N5
M06 T05;
换5号刀(φ12立铣刀)。
M03 S600;
G43 G90 G0 Z20. H05;
G81 X15. Y-15. Z -19. F100;
铣削沉孔A。
X15. Y-45.;
铣削沉孔B。
G80 G28 G91 Z0;
N6
M06 T06;
换6号刀(可调粗镗刀)。
M03 S800;
G43 G90 G0 Z20. H06;
G86 X60. Y-30. R3. Z -17. F100;
镗φ32孔留0.02mm余质。
G80 G28 G91 Z0;
M5;
M9;
M1;
选择性久停,调解余质。(试件时运用)
N7
M06 T07;
换7号刀(可调背镗刀)。
M03 S600;
M8;
冷却液设定。
G43 G90 G0 Z20. H07;
G87 X60. Y-30. R-18. Z -12. Q2. F50;
背镗φ36孔至尺寸。
G80 G28 G91 Z0;
M5;
M9;
M1;
选择性久停,控制尺寸。(试件时运用)
N8
M06 T08;
换8号刀(φ8H7铰刀)。
M03 S200;
M8;
冷却液设定。
G43 G90 G0 Z20. H08;
G85 X30. Y-30. R3. Z -19. F50;
铰φ8H7孔。
G80 G28 G91 Z0;
M5;
M9;
M1
N9
M06 T09;
换9号刀(可调精镗刀)。
M03 S800;
M8;
冷却液设定。
G43 G90 G0 Z20. H09;
G76 X60. Y-30. R3. Z -17.Q2. F50;
精镗φ32孔至尺寸。
G80 G28 G91 Z0;
M30;
步调完毕,光标返回步调头。
5、加工留心事项
(1)拆夹镗刀杆时,要留心首先运用M19控制好准定方位,此外,留心系统内设的退刀标的目的。
(2)正在首件加工要按下选择性久停按钮,调解好刀具,控制精度


